Andys Handschellensammlung
"Making Of" Andy HS104 V2A
Hauptseite
[zurück]
[1]
[2]
[3]
4
[5]
[6]
[weiter]
Konstruktion der Drehwirbel
Die Drehwirbel zur Befestigung der Kette wurden aus Haltern für Stahlkabel für den Bootsbau
hergestellt. Sie haben ein Auge und ein hohles Ende zum Aufkrimpen auf das Stahlkabel.
Ich habe mit der Drehbank eine Nut gefräst und das Teil gekürzt. Wie man in Bild 15 sehen
kann, endet der hohle Teil im abgetrennten Abschnitt, der angefertigte Wirbel ist also
massiv. Man sieht einen unbearbeiteten Wirbel, einen Wirbel mit Nut und einen fertiggestellten
Wirbel, ebenso einen Lagerblock für den Wirbel und einen weiteren Wirbel mit Block
zusammengesetzt.

Bild 15: Drehwirbel
Die Wirbel sind drehbar in den aus quadratischen Stahlstangen gemachten Blöcken gelagert.
Zwei kleine Bohrungen quer zur Hauptbohrung nehmen 2mm Stifte auf, die in die Nut der
Wirbel greifen. Diese Blöcke haben ein nach innen gebogenes Profil, damit sie glatt auf
dem Bügel aufsitzen. Dieses gebogene Profil wurde in der Fräse mit Schleifscheiben
angefertigt, es war nicht einfach, die richtige Krümmung zu erreichen.
Scharnier
Die Anfertigung der Scharniere hatte bei Weitem die meiste Zeit in Anspruch genommen.
22mm-Bohrungen haben leider nicht genau den Mittelpunkt, der am Anfang angekörnt wurde.
Daher war der Flachstahl an allen Seiten größer als später benötigt. Nach dem Bohren
der 22mm-Bohrung mußte der Flachstahl an allen Seiten auf die entgültige Form
gebracht werden
Zum Bohren größerer Löcher in Edelstahl braucht man schon eine Stand-/Tischbohrmaschine,
nur die hat genügend Kraft dafür. Begonnen wurde mit einer 2mm-Bohrung und mit steigendem
Durchmesser in 1mm-Schritten bis zu 6mm aufgebohrt. Ab da konnte ich einen Stufenbohrer
verwenden, der Stufen von 6mm bis 30mm hatte (Bild 16). Erstaunlicherweise war dieser
Stufenbohrer aus dem Baumarkt wesentlich besser als alle Standardbohrer aus dem gleichen
Laden, so brauchte ich "nur" zwei davon für 8 Löcher...
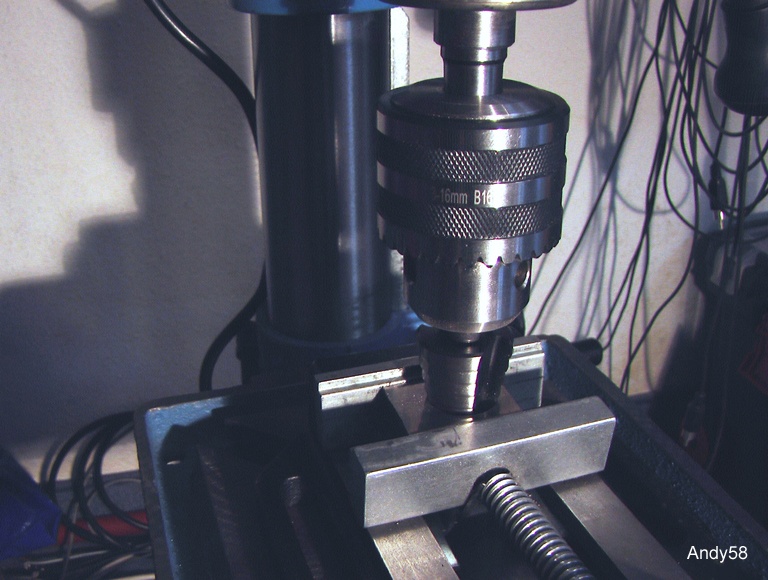
Bild 16: Bohren der 22mm-Löcher des Scharniers
Nun mußten alle Kanten des Flachstahls geschnitten werden, ebenso die breite Nut für das
Scharnier. Das war sehr zeitraubend, für präzise Schnitte benutzte ich Trennscheiben in
der Fräse (Bild 17). Die Gesamtlänge aller Schnitte für 8 Scharniere dürfte etwa
1.2m in 5mm dickem Edelstahl betragen haben. Für diese Teile habe ich mehr als zwei Monate
gebraucht - mehr als ein Wochenende für jedes einzelne Scharnier.

Bild 17: Schneiden der Nut des Scharniers
Schließlich wurden 2mm-Löcher für den Scharnierbolzen gebohrt. Bild 18 zeigt wie
Scharnier und Bügel miteinander verbunden werden.

Bild 18: Montage des Scharniers
[zurück]
[1]
[2]
[3]
4
[5]
[6]
[weiter]